 谘詢熱線:86-755-29773559谘詢熱線:86-755-29773559
谘詢熱線:86-755-29773559谘詢熱線:86-755-29773559
深圳市17c起草在线-17c·moc起草-红桃17·c18起草-17c.com官网-17c免费版官网在线观看模具有限公司
電話: 86 - 755 - 2977 3559
電(diàn)話: 86 - 755 - 29604615
傳真: 86 - 755 - 2960 4572
郵箱: kexiangmold@126.com
sales@cousunmold.com
地址: 深圳市光明新區公明街道西田社
區第二工業區(qū)24棟A區
在注射生產中,塑料注(zhù)塑加工件(jiàn)冷卻(què)時間約占(zhàn)整個注射生產周期的80%。冷卻不良常常導致製品翹曲變形或(huò)產生表麵缺陷,影響(xiǎng)製品的尺(chǐ)寸穩定性。合理(lǐ)地安排注射、保壓和冷卻時間,可提高產品質量和生產率。
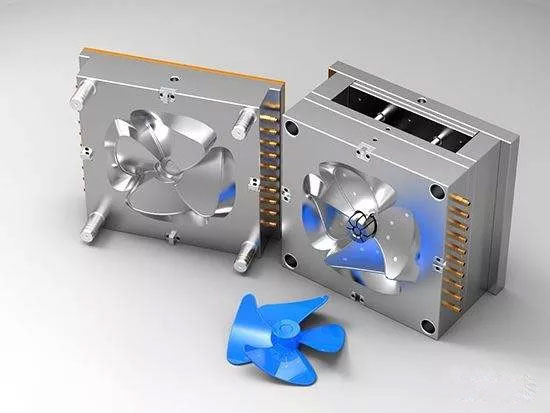
製件冷卻時間(jiān),通常是指塑料熔體從充滿注塑(sù)模(mó)具型腔起到可以開模取出製(zhì)件時止的(de)這一段時間。可以(yǐ)開模取出製件的時間標準(zhǔn),常以製件已充分固化,具有一定強度和剛性為準,在開模頂出時不致變形開裂。
即使是使用(yòng)同一種塑料成型,它的冷卻時間也隨壁厚、熔融塑料的溫度、成型件的脫模(mó)溫度及注(zhù)塑模(mó)具溫度而異。要(yào)在所有的場合下能百分之百正確地計算出冷卻時間的公式目前尚未發表,而隻有在(zài)適當假定的基礎上進行計算的公式。計算公式還因冷卻時間定義不同而異。
目前,通常以下列三種標準作為冷卻時間參考依據:
①塑(sù)料注塑加工件壁最厚(hòu)部位中心層的溫度,冷卻(què)到該塑料的熱變(biàn)形溫度以下所需要的時間;
②塑料注塑加工件(jiàn)斷麵內的平均溫度,冷卻到規定製品的出(chū)模(mó)溫度所要的時間;
③結晶性塑料成型件(jiàn)壁的最厚部分中心層溫度,冷卻到其熔點以下所需要的時間,或達到規定的結晶化百分比所需的(de)時間。
在求解公式時,一般作以下假設:
①塑料注射在注(zhù)塑模具內,並(bìng)把熱(rè)量傳遞給注塑模(mó)具而被冷卻;
②成型腔內的(de)塑料與模腔緊密接觸,不因冷卻收縮而分離,熔體與模壁間的熱傳遞和流動無任何阻力,熔料與模壁接觸的瞬間其溫度已(yǐ)變得(dé)相同。即當塑料充入模(mó)腔後,製件表麵溫度即等於(yú)模壁溫(wēn)度;
③塑料注塑加工件冷卻過程(chéng)中(zhōng),注塑模具型腔表麵的溫度始終保持均一;
④注塑模具表麵的熱傳導程度一定(dìng);(熔料充模過程視為等溫過程,且料溫均一);
⑤塑料的取向和熱應力對製件變形的影響可以忽略,製件(jiàn)尺寸對凝固溫度不發生影響。
深圳市科(kē)翔模具有限公司(sī)是(shì)一(yī)家專業的塑膠模具設計生產工(gōng)廠,致力於中型汽車模(mó)具(jù), 電子產品, 家電類產品(pǐn), 家(jiā)用品, 工業應(yīng)用, 農業, 醫療器械等(děng)產品模具設(shè)計開發及生產.長期以來, 我(wǒ)們通過給客戶提供價格(gé)低, 質量好, 交期準的服務, 贏得了海內外(wài)客戶的一致好評。可以通過我們公司官網(http://www.xywyjt.com/)查看更多塑膠模具(jù)產品、塑(sù)膠注塑產品、塑料產品(pǐn)等等一些定製模具開模。

全國服務熱線:
 深圳市17c起草在线-17c·moc起草-红桃17·c18起草-17c.com官网-17c免费版官网在线观看模(mó)具有限公司(sī)
深圳市17c起草在线-17c·moc起草-红桃17·c18起草-17c.com官网-17c免费版官网在线观看模(mó)具有限公司(sī) 掃一掃
添加微信谘詢
全國免費服務熱線
137-1421-9339